In der modernen Zerspanung wird viel über Schnittgeschwindigkeit, Vorschub und Werkzeuggeometrie gesprochen. Ein entscheidender Faktor für stabile Prozesse und lange Werkzeugstandzeiten wird jedoch häufig unterschätzt: der richtige Kühlmittelwinkel beim Drehen.
Viele CNC-Drehmaschinen verfügen über leistungsstarke Kühlsysteme mit hohem Druck und ausreichend Volumenstrom. Trotzdem treten häufig Probleme wie erhöhte Werkzeugtemperaturen, schlechte Spanbildung oder verkürzte Werkzeugstandzeiten auf. Der Grund liegt oft nicht im Kühlmitteldruck oder der Kühlmittelmenge – sondern in der falschen Ausrichtung des Kühlmittelstrahls.
Beim Drehen muss der Kühlmittelstrahl gezielt unter die Schneidkante in die Spanwurzel gelangen. Nur dort kann das Kühlmittel seine volle Wirkung entfalten und die entstehende Wärme effektiv abführen.
Der optimale Kühlmittelwinkel liegt typischerweise bei 10° bis 20° unter der Freifläche des Werkzeugs
Warum dieser Winkel so wichtig ist und welche Auswirkungen ein falscher Kühlmittelwinkel auf den Zerspanungsprozess hat, erklären wir in diesem Artikel.
Wo entsteht die Wärme beim Drehen?
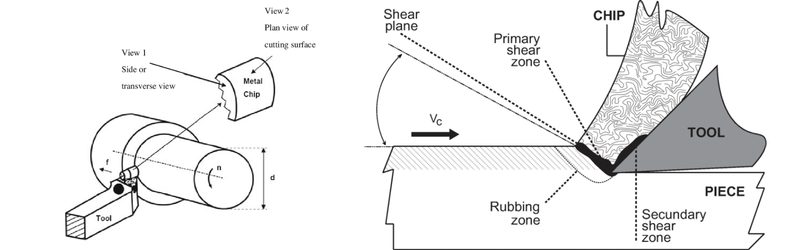
Ähnlich wie beim Fräsen entsteht die meiste Wärme beim Drehen in einem sehr kleinen Bereich: der Spanwurzel.
Die Spanwurzel ist die Stelle, an der sich der Span vom Werkstück ablöst und über die Spanfläche des Werkzeugs abgleitet. In diesem Bereich treten
mehrere physikalische Effekte gleichzeitig auf:
- plastische Verformung des Materials
- starke Reibung zwischen Werkzeug und Span
- hohe mechanische Belastung
- hohe lokale Temperaturen
Die Temperaturen können hier mehrere hundert Grad Celsius erreichen.
Wird diese Wärme nicht effektiv abgeführt, kann das zu folgenden Problemen führen:
- erhöhte Werkzeugtemperaturen
- thermischer Verschleiß
- Mikroausbrüche an der Schneidkante
- instabile Spanbildung
- schlechte Oberflächenqualität
Deshalb ist es entscheidend, dass das Kühlmittel direkt in diese Zone gelangt.
Der optimale Kühlmittelwinkel beim Drehen
Damit das Kühlmittel die Spanwurzel erreichen kann, muss der Strahl unter die Schneidkante geführt werden, da der Kühlmittelstrahl so direkt zwischen Werkzeug und Span eindringen kann.
Trifft der Kühlmittelstrahl aus diesem Winkel auf die Schneide, ergeben sich mehrere Vorteile:
- das Kühlmittel dringt in die Spanwurzel ein
- Reibung zwischen Werkzeug und Span wird reduziert
- Wärme wird direkt abgeführt
- der Span wird stabil geformt
- die Schneidkante bleibt kühler
Dadurch verbessert sich die Stabilität des gesamten Zerspanungsprozesses.

Warum dieser Winkel so effektiv ist
Der Kühlmittelstrahl erfüllt mehrere wichtige Funktionen im Drehprozess.
Reduzierte Reibung
Wenn Kühlmittel zwischen Werkzeug und Span gelangt, wirkt es gleichzeitig als Kühl- und Schmiermedium.
Die Reibung zwischen Span und Werkzeug wird reduziert. Dadurch sinkt die entstehende Wärme deutlich.
Stabilere Spanbildung
Ein korrekt ausgerichteter Kühlmittelstrahl unterstützt aktiv die Spanbildung. Die Späne werden:
- kürzer
- kontrollierter
- leichter abtransportiert
Eine stabile Spanform sorgt wiederum für einen stabileren Zerspanungsprozess.
Längere Werkzeugstandzeit
Wenn die Schneidkante weniger thermisch belastet wird, verlängert sich die Standzeit des Werkzeugs.
Die typischen Verschleißmechanismen wie:
- Flankenverschleiß
- Kolkverschleiß
- thermische Risse
- treten deutlich langsamer auf.
Sauberere Oberflächen
Eine stabile Spanbildung und geringere Temperaturbelastung wirken sich direkt auf die Oberfläche des Werkstücks aus.
Das Ergebnis sind:
- geringere Rauheit
- weniger Riefen
- stabilere Maßhaltigkeit
Was passiert bei falschem Kühlwinkel?
Ein falscher Kühlwinkel kann die Wirkung der Kühlung stark reduzieren.
Häufig trifft der Kühlmittelstrahl dann nicht mehr die Spanwurzel, sondern nur den Span oder das Werkstück.
Die Folgen sind deutlich spürbar.
Der Strahl trifft nur den Span
Wenn der Kühlmittelstrahl zu hoch angesetzt ist, trifft er lediglich den Span.
Der Span wirkt dann wie ein Schutzschild und verhindert, dass das Kühlmittel die Schneidkante erreicht.
Überhitzung der Schneide
Wenn die Wärme nicht abgeführt wird, steigt die Temperatur an der Schneide stark an.
Das führt zu:
- thermischem Verschleiß
- Mikroausbrüchen
- schnelleren Werkzeugwechseln
Maßhaltigkeit driftet
Hohe Temperaturen führen zu thermischen Ausdehnungen von Werkzeug und Werkstück.
Das kann dazu führen, dass Maßtoleranzen nicht mehr eingehalten werden.
Schnellere Werkzeugabnutzung
Eine dauerhaft überhitzte Schneide verschleißt deutlich schneller.
Die Werkzeugstandzeit kann sich drastisch verkürzen.

Der Einfluss auf die Werkzeugstandzeit
Die Kühlung hat einen direkten Einfluss auf die Lebensdauer eines Werkzeugs.
Bei falscher Kühlung steigt die Temperatur an der Schneidkante kontinuierlich an. Dadurch beschleunigen sich die Verschleißmechanismen.
Bei optimaler Kühlung hingegen bleibt die Temperatur stabil und der Verschleiß verläuft deutlich langsamer.
Typische Ursachen für falsche Kühlwinkel
In der Praxis entstehen falsche Kühlwinkel häufig durch mehrere Faktoren.
Flexible Kunststoffschläuche
Viele Maschinen verwenden flexible Kühlmittelschläuche aus Kunststoff.
Diese können sich durch:
- Maschinenvibrationen
- Kühlmitteldruck
- Späneaufprall
verstellen.
Werkzeugwechsel
Unterschiedliche Werkzeuge besitzen unterschiedliche Geometrien und Schneidpositionen.
Wenn die Kühlmitteldüse nicht angepasst wird, trifft der Strahl oft nicht mehr die Schneide.
Fehlende Fixierung
Wenn Kühlmittelschläuche nicht stabil befestigt sind, verändern sie ihre Position im Betrieb.
Fazit
Beim Drehen entscheidet nicht nur die Menge des Kühlmittels über die Effektivität der Kühlung – sondern vor allem der richtige Kühlmittelwinkel.
Der Kühlmittelstrahl sollte immer 10° bis 20° unter der Freifläche auf die Schneidkante treffen
Nur so kann das Kühlmittel direkt in die Spanwurzel eindringen und die entstehende Wärme effektiv abführen.
Eine korrekt ausgerichtete Kühlung sorgt für:
- stabilere Prozesse
- bessere Spanbildung
- längere Werkzeugstandzeiten
- bessere Oberflächenqualität
Kurz gesagt:
Drehen ist ein kontrollierter Prozess – aber nur, wenn auch die Kühlung kontrolliert ist.
Kontakt
Hirt-Line® Europe
by B.Mantel Systems
Tel.: +41 71 534 39 59
Fax: +41 71 534 39 53
Mobile: +49 170 80 73 239
[email protected]
NEWS
Messe Termine

Halle 1 | Stand 1A32
Versand
Internationaler Versand,
schnell und einfach!
Vorschungsbericht
