
SPANABFUHR BEIM CNC-FRÄSEN VERBESSERN
Viele Probleme beim Fräsen anstehen nicht durch ungeeignete Werkzeuge oder Flasche Schnittdaten, sondern durch eine unzureichende Spanabfuhr.
Verbleiben Späne in der Bearbeitungszone, können sie erneut zwischen Werkzeug und Werkstück gelangen. Dies führt zu höherem Werkzeugverschleiß, schlechteren Oberflächen und im schlimmsten Fall zu Werkzeugbruch.
Eine optimierte Spanabfuhr trägt wesentlich zur Prozesssicherheit und Wirtschaftlichkeit moderner Fräsprozesse bei.

WIE ENTSTEHEN SPANPROBLEME BEIM FRÄSEN?
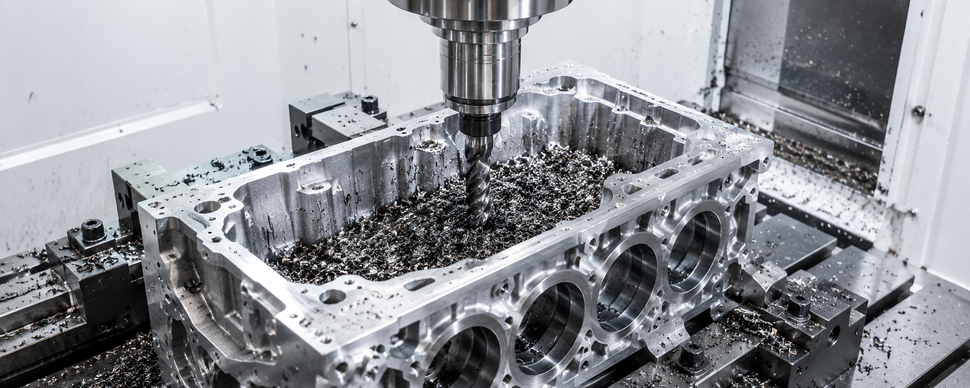
Während des Fräsprozesses wird Material in Form von Spänen vom Werkstück getrennt. Idealerweise verlassen diese Späne die Bearbeitungszone unmittelbar nach ihrer Entstehung. In der Praxis ist dies jedoch nicht immer der Fall.
Besonders bei modernen CNC-Bearbeitungszentren mit hohen Vorschüben und großen Materialabtragsraten entstehen innerhalb kurzer Zeit erhebliche Spanmengen. Können diese nicht zuverlässig abgeführt werden, kommt es zu Spanansammlungen.
Kritische Situationen entstehen insbesondere bei:
- Taschenfräsbearbeitungen
- tiefen Kavitäten
- schmalen Nuten
- geschlossenen Konturen
- Bearbeitungen mit geringer Werkzeugfreigängigkeit
In diesen Bereichen besitzen Späne nur begrenzte Möglichkeiten, die Bearbeitungszone zu verlassen.
WARUM SPANSTAU ZU ERHEBLICHEN PROBLEMEN FÜHRT
Viele Anwender betrachten Späne lediglich als Nebenprodukt des Bearbeitungsprozesses. Tatsächlich können aufgestaute Späne erhebliche negative Auswirkungen auf die gesamte Fertigung haben.
NACHSCHNEIDEN
Verbleiben Späne im Eingriffsbereich, werden sie erneut zwischen Werkzeug und Werkstück eingeklemmt.
Dadurch entstehen:
- zusätzliche Belastungen
- erhöhte Temperaturen
- unkontrollierte Kräfte
WERKZEUGVERSCHLEISS
Wird ein Span mehrfach zerspant, steigt die Belastung der Schneidkante deutlich an.
Typische Folgen:
- Freiflächenverschleiß
- Ausbrüche an der Schneide
- Aufbauschneidenbildung
OBERFLÄCHENFEHLER
Zwischen Werkzeug und Werkstück eingeklemmte Späne wirken wie Schleifkörper.
Dadurch entstehen:
- Kratzer
- Riefen
- Oberflächenbeschädigungen
WERKZEUGBRUCH
Im schlimmsten Fall führt ein massiver Spanstau zu plötzlichen Belastungsspitzen und zum Bruch des Werkzeugs.

EINFLUSS VERSCHIEDENER WERKSTOFFE AUF DIE SPANABFUHR
Nicht jeder Werkstoff verhält sich gleich.
ALUMINIUM
Aluminium erzeugt häufig lange und leichte Späne.
Vorteile:
- einfacher Austrag
Nachteile:
- Spanverwicklungen möglich
EDELSTAHL
Edelstahl erzeugt oft zähe und lange Späne.
Besondere Herausforderungen:
- hoher Kühlbedarf
- erschwerte Spantrennung
TITAN
Titan entwickelt hohe Temperaturen und erfordert eine sehr gezielte Kühlmittelversorgung.
WERKZEUGSTAHL
Je nach Härtegrad entstehen unterschiedliche Spanformen, die individuell betrachtet werden müssen.
Aluminium

Aluminium erzeugt häufig lange und leichte Späne.
Vorteile
einfacher Austrag
Nachteil
Spanwicklung möglich
Edelstahl

Edelstahl erzeugt oft zähe und lange Späne
Besondere Herausforderungen:
hoher Kühlbedarf
erschwerte Spantrennung
Titan
Titan entwickelt hohe Temperaturen und erfordert eine sehr gezielte Kühlmittelversorgung.
Werkzeugstahl

Je nach Härtegrad entstehen unterschiedliche Sparformen, die individuell betrachtet werden müssen.
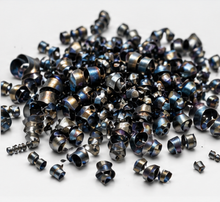
DIE BEDEUTUNG DER SPANFORM
Die Form des Spans beeinflusst die Prozesssicherheit
erheblich.
Ideal sind kurze, kontrolliert gebrochene Späne.
Problematisch sind:
- Bandspäne
- Wirrspäne
- lange Spiralspäne
Diese können:
- Werkzeuge beschädigen
- Sensoren blockieren
- Werkstücke beschädigen
- Maschinenstillstände verursachen
Problematische Spanformen
Bandspäne

Bandspäne entstehen durch kontinuierlichen Materialabtrag und unzureichende Spanbrechung
Probleme:
- Verwicklungsgefahr
- Beschädigung der Werkstückoberfläche
- Blockieren von Werkzeug und Maschine
Wirrspäne

Wirrspäne Bilder sich, wenn Späne nicht kontrolliert brechen und sich ineinander verhaken.
Probleme:
- Extrem hohe Verwicklungsgefahr
- Maschinenstillstand
- Erhöhter Reinigungsaufwand
- Gefahr für Bediener
Lange Spiralspäne

Lange Spiralspäne entstehen bei zähen Werkstoffen und ungünstigen Schnittbedingungen
Probleme:
- Verwicklungs- und Wickelgefahr
- Beeinträchtigung der Oberfläachengüte
- Erhöhte Bruchgefahr
- Ineffizienter Spanabtransport
WELCHE ROLLE SPIELT DER KÜHLMITTELDRUCK?
Viele Betriebe konzentrieren sich ausschließlich auf die
Kühlmittelmenge.
Tatsächlich spielt jedoch auch der Druck eine entscheidende Rolle.
Ein höherer Druck ermöglicht:
- bessere Durchdringung der Spanwolke
- gezielte Anströmung der Schneidkante
- effektiveren Spantransport
Besonders bei tiefen Bearbeitungen stößt eine reine Erhöhung der Fördermenge häufig an ihre Grenzen.
HOCHDRUCKKÜHLUNG ALS LÖSUNG GEGEN SPANSTAU
Moderne Hochdrucksysteme nutzen den Kühlschmierstoff nicht nur zur Kühlung, sondern aktiv zur Spanführung.
Der Hochdruckstrahl kann:
- Späne zerbrechen
- Späne umlenken
- Späne aus Taschen austragen
Dadurch entstehen deutlich stabilere Prozesse.
Typische Vorteile:
- weniger Maschinenstillstände
- längere Werkzeugstandzeiten
- höhere Prozesssicherheit
- bessere Oberflächenqualität
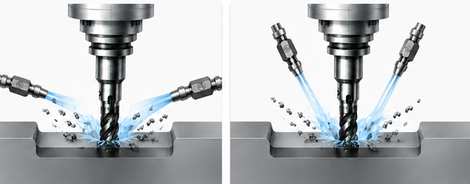
Normale Kühlung

❌ Schlechter Spanabtransport
❌ Späne bleiben auf dem Werkstück
❌ Erhöhte Wärmeentwicklung
❌ Höheres Risiko für Werkzeugverschleiß
Hochdruckkühlung (HPS)

✅ Optimaler Spanabtransport
✅ Werkstück bleibt sauber
✅ Effiziente Kühlung
✅ Längere Werkzeugstandzeit und höhere Prozesssicherheit
OPTIMALE DÜSENPOSITION FÜR DIE SPANABFUHR
Die beste Kühlmittelversorgung nützt wenig, wenn die Düse falsch
positioniert ist.
Wichtige Grundregeln:
- direkte Ausrichtung auf die Spanbildungszone
- möglichst kurze Distanz
- freie Strahlführung
- stabile Positionierung
Bereits kleine Positionsänderungen können die Spanabfuhr erheblich
verbessern.
- höhere Prozesssicherheit
- bessere Oberflächenqualität
Hirt-Line Kühlmittelschlauch - Optimale Ausrichtung
Gezielte Kühlung. Bester Spanabtransport. Maximale Prozesssicherheit.
Optimale Ausrichtung
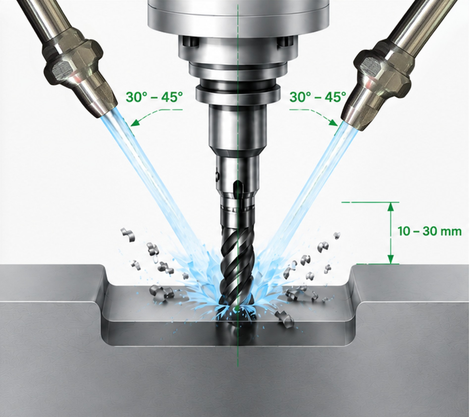
✅ Systemische Ausrichtung
✅ Auf den Soanraum / in die Schneidzone richten
✅ Abstand 10 - 30 mm
✅ Freie Sicht auf die Bearbeitungsstelle
Ausrichtung im Detail
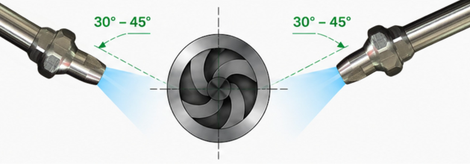
✅ Kühlstrahl trifft direkt in die Schneidzone
✅ Späne werden effektiv aus dem Eingriff geführt
✅ Wärme wind gezielt abgeführt
❌ zu Flach
🔴 Kühlstrahl trifft nicht die Schneidzone
🔴 Spantransport verschlechtert, Kühlung ineffizient
❌ zu Steil
🔴 Kühlstrahl trifft nicht die Schneidzone
🔴 Kühlwirkung reduziert, unnötiger Kühlmittelverbrauch
WIRTSCHAFTLICHE AUSWIRKUNGEN SCHLECHTER SPANABFUHR
Viele Unternehmen unterschätzen die Kosten, die durch Spanprobleme entstehen.
Direkte Kosten:
- Werkzeugverschleiß
- Werkzeugbruch
- Ausschuss
Indirekte Kosten:
- Maschinenstillstände
- Produktionsverzögerungen
- höherer Wartungsaufwand
Bereits eine geringe Verbesserung der Spanabfuhr kann die Wirtschaftlichkeit eines Fräsprozesses deutlich steigern.
PRAXIS-TIPP FÜR DIE ANALYSE
Eine einfache Methode zur Beurteilung der Spanabfuhr besteht darin, den Bearbeitungsprozess gezielt zu beobachten.
Achten Sie auf:
- Spanansammlungen
- Spanverwirbelungen
- Rückführung von Spänen in die Bearbeitungszone
- Verschmutzungen der Werkstückoberfläche
Oft lassen sich Optimierungspotenziale bereits mit bloßem Auge erkennen.
Analyse eines Fräsprozesses - sichtbarer Spanstau
Probele erkennen. Ursachen verstehen. Prozess optimieren.

SITUATION
Während der Bearbeitung kommt es zu sichtbaren Spandau im Werkzeugeingriff und in der Tasche.
🔴 Spanstau im Werkzeugeingriff
🔴 Späne werden nicht aus der Tasche abgeführt
🔴 Wiederschnitt der Späne führt zu Wärme,, Verschleiß und Oberflächenprobleme
| URSACHENANALYSE | |||
|---|---|---|---|
| UNZUREICHENDER SPANTRANSPORT | UNGÜNSTIGE TASCHENFORM | FALSCHE SCHNITTDATEN | WERKZEUGVERSCHLEIß |
| Zu wenig Kühlung | Tiefe Taschen | Zu hoher Vorschub | Abgenutzte Schneide |
| Falsche Düsenposition | Enge Ecken | Zu geringe Drehzahl | Ungleiche Schneiden |
| Zu geringer Druck | Schlechte Zugänglichkeit | Zu große Zustellung | Beschädigtes Werkzeug |
⬇️
| FOLGENDER SPANSATUS | |||
|---|---|---|---|
| ERHÖHTE WÄRMEENTWICKLUNG | ERHÖHTER WERKZEUGVERSCHLEIß | SCHLECHTE OBERFLÄCHENQUALITÄT | GERINGE PROZESSSICHERHEIT |
| Thermische Belaastung von Werkzeug und Werkstück | Kürzere Standzeit, höhere Werkzeugkosten | Rattermarken, Aufbauschneiden, schlechte Maßhaltigkeit | Stillstände, Ausschuss und längere Bearbeitungszeiten |
⬇️
| EMPFOHLENE MASSNAHMEN | |||
|---|---|---|---|
| KÜHLUNG OPTIMIEREN | SPANABTRANSPORT VERBESSERN | SCHNITTDATEN ANPASSEN | GEEIGNETES WERKZEUG |
| Hochdruckkühlung einsetzen | Höherer Kühlmitteldruck | Vorschub reduzieren | Scharfes Werkzeug verwenden |
| Düse näher an die Scheidzone | Mehr Volumenstrom | Drehzahl anpassen | Geignete Geometrie wählen |
| Richtige Ausrichtun (30°-45°) | Effektive Spülund der Taschen | Zustellung optimieren | Regelmäßiger Werkzeugwechsel |
FAZIT
Die Spanabfuhr ist ein zentraler Faktor für stabile Fräsprozesse. Probleme wie Werkzeugverschleiß, Oberflächenfehler oder Werkzeugbruch lassen sich häufig auf eine unzureichende Entfernung der entstehenden Späne zurückführen.
Durch die richtige Kombination aus Düsenposition, Kühlmittelzuführung und Hochdrucktechnologie kann die Spanabfuhr deutlich verbessert werden. Unternehmen profitieren von höherer Prozesssicherheit, längeren Werkzeugstandzeiten und geringeren Produktionskosten.
Kontakt
Hirt-Line® Europe
by B.Mantel Systems
Tel.: +41 71 534 39 59
Fax: +41 71 534 39 53
Mobile: +49 170 80 73 239
[email protected]
NEWS
Messe Termine

Halle 1 | Stand 1A32
Versand
Internationaler Versand,
schnell und einfach!
Vorschungsbericht
