
Kühlmittelstrahl beim Fräsen richtig ausrichten
Warum die Ausrichtung des Kühlmittelstrahls über den Prozesserfolg entscheidet
In vielen CNC-Bearbeitungszentren steht ausreichend Kühlschmierstoff zur
Verfügung. Die Pumpe liefert genügend Druck, die Kühlmittelmenge ist ausreichend und die Maschine arbeitet technisch einwandfrei. Trotzdem treten Probleme auf:
- kurze Werkzeugstandzeiten
- schlechte Spanabfuhr
- hohe Temperaturen
- Oberflächenfehler
- instabile Prozesse
Die Ursache liegt häufig nicht in der Menge des Kühlschmierstoffs, sondern in dessen Ausrichtung.
Ein Kühlmittelstrahl kann nur dann seine volle Wirkung entfalten, wenn er die richtige Stelle erreicht. Trifft das Kühlmedium nicht direkt auf die Schneidzone, werden große Teile seiner Kühl- und Schmierwirkung verschenkt.
Die richtige Ausrichtung des Kühlmittelstrahls gehört deshalb zu den wirkungsvollsten und gleichzeitig am häufigsten unterschätzten Optimierungsmaßnahmen beim Fräsen.

Welche Aufgaben erfüllt der Kühlmittelstrahl?
Der Kühlschmierstoff übernimmt beim Fräsen mehrere wichtige Funktionen gleichzeitig:
Wärme abführen
Während des Fräsprozesses entstehen hohe Temperaturen.
Der Kühlmittelstrahl soll diese Wärme möglichst direkt an der Entstehungsstelle aufnehmen und abführen.
Schmieren
Der Kühlschmierstoff reduziert die Reibung zwischen Werkzeug, Span und Werkstück.
Späne transportieren
Ein gezielt ausgerichteter Kühlmittelstrahl unterstützt die Spanabfuhr und verhindert Spanansammlungen.
Prozess stabilisieren
Konstante Kühlbedingungen sorgen für reproduzierbare Bearbeitungsergebnisse.

Der häufigste Irrtum in der Praxis
Viele Anwender glauben:
Hauptsache das Werkzeug wird gekühlt.
Genau hier liegt häufig das Problem.
Nicht das Werkzeug als Ganzes muss gekühlt werden, sondern die aktive Schneidzone.
In vielen Anwendungen trifft der Kühlmittelstrahl:
- den Werkzeughalter
- den Fräserschaft
- den Werkzeugkörper
- die bereits bearbeitete Fläche
aber nicht die eigentliche Spanbildungszone.
Die Folge:
- unzureichende Kühlung
- schlechte Spanabfuhr
- erhöhter Verschleiß

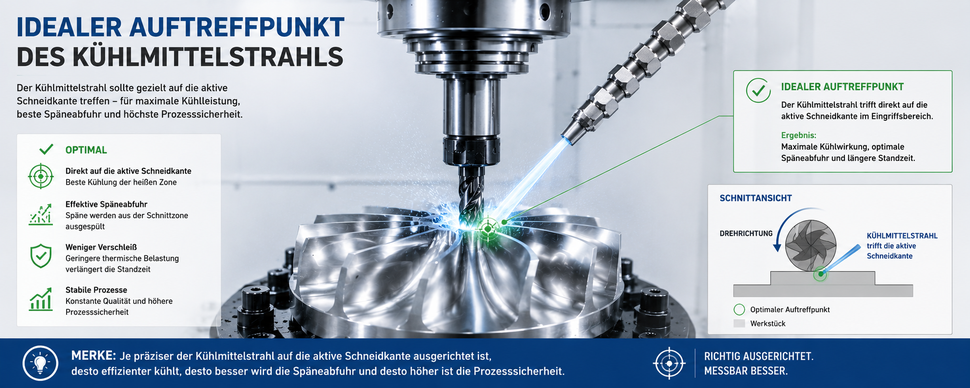
Wo sollte der Kühlmittelstrahl tatsächlich treffen?
Die wichtigste Regel lautet:
Der Kühlmittelstrahl sollte möglichst direkt auf die Spanbildungszone gerichtet werden.
Genau dort entstehen:
- Wärme
- Reibung
- Verschleiß
- Spanbildung
Je näher der Kühlschmierstoff an diese Zone gelangt, desto effektiver kann er wirken.
Optimal ist eine Ausrichtung auf:
- aktive Schneidkante
- Spanbildungsbereich
- Spanabflussrichtung
Typische Fehler bei der Ausrichtung
Der Kühlmittelstrahl trifft den Fräser statt die Schneide
Der Fräser wird zwar sichtbar benetzt, die Schneidkante erhält jedoch nur wenig Kühlwirkung.
Folgen:
- höhere Temperaturen
- kürzere Standzeiten
- erhöhter Verschleiß
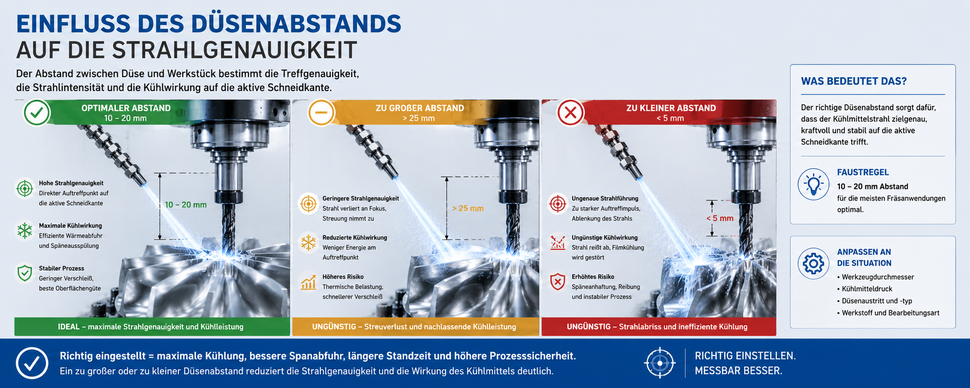
Die Düse ist zu weit entfernt
Mit zunehmender Entfernung verliert der Kühlmittelstrahl an Präzision.
Der Strahl:
- fächert auf
- wird von Spänen abgelenkt
- verliert Energie
Deshalb sollte die Düse möglichst nahe an der Bearbeitungszone positioniert werden.
Die Düse verstellt sich während des Betriebs
Vibrationen, Werkzeugwechsel oder Reinigungsarbeiten können dazu führen, dass sich die Position verändert.
Oft bleibt dies lange unbemerkt.
Die Folge:
- schwankende Ergebnisse
- ungleichmäßige Kühlung
- instabile Prozesse
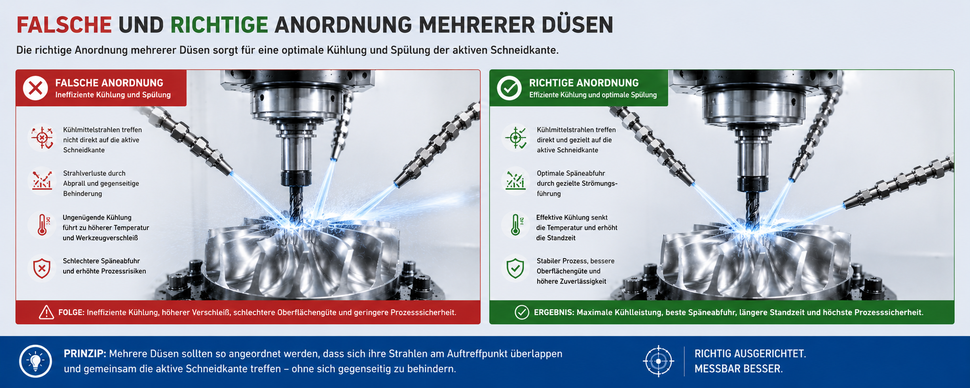
Mehrere Düsen arbeiten gegeneinander
In manchen Anwendungen werden mehrere Düsen eingesetzt.
Sind diese falsch ausgerichtet, können sich die Strahlen gegenseitig beeinflussen.
Dadurch entstehen Verwirbelungen und eine verringerte Kühlwirkung.
Einfluss auf die Werkzeugstandzeit
Die Werkzeugstandzeit wird maßgeblich durch die Temperatur in der Schneidzone beeinflusst.
Trifft der Kühlmittelstrahl die Schneidkante direkt:
- sinkt die Temperatur
- reduziert sich der Verschleiß
- werden Standzeiten verlängert
Viele Anwender konzentrieren sich auf neue Werkzeuge oder veränderte Schnittdaten.
Dabei kann bereits eine Optimierung der Kühlmittelstrahlführung deutliche Verbesserungen bewirken.

Einfluss auf die Spanabfuhr
Eine zuverlässige Spanabfuhr gehört zu den wichtigsten Voraussetzungen für stabile Fräsprozesse.
Der Kühlmittelstrahl sollte die entstehenden Späne aktiv aus der Bearbeitungszone transportieren.
Besonders kritisch ist dies bei:
- Taschenfräsbearbeitungen
- Nuten
- tiefen Kavitäten
- geschlossenen Konturen
Wird der Spanstrom gezielt unterstützt, sinkt das Risiko
von:
- Nachschneiden
- Werkzeugbruch
- Oberflächenfehlern

Einfluss auf die Oberflächenqualität
Viele Oberflächenprobleme entstehen indirekt durch eine falsche Kühlmittelzuführung.
Ursachen:
-
Temperaturspitzen
-
Spanansammlungen
-
Aufbauschneidenbildung
Eine optimale Kühlung reduziert diese Risiken und verbessert die Qualität der bearbeiteten Oberfläche.
Kühlmittelstrahl bei Hochdruckanwendungen
Mit steigendem Druck gewinnt die korrekte Ausrichtung zusätzlich an Bedeutung.
Bei Hochdruckkühlung steht zwar mehr Energie zur Verfügung, doch diese muss gezielt genutzt werden.
Ein Hochdruckstrahl, der die Schneidkante verfehlt, bietet oft nur einen Bruchteil des möglichen Nutzens.
Deshalb sind bei Hochdruckanwendungen besonders
wichtig:
- präzise Düsenposition
- stabile Befestigung
- reproduzierbare Ausrichtung

Welche Rolle spielen Kühlmittelschläuche?
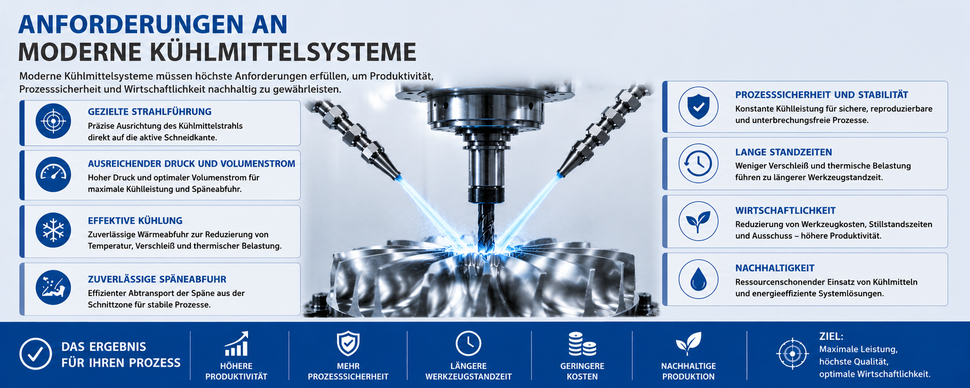
Die Qualität der Strahlführung hängt unmittelbar vom verwendeten Kühlmittelsystem ab.
Ein gutes System sollte:
- präzise einstellbar sein
- dauerhaft stabil bleiben
- Vibrationen widerstehen
- auch bei höheren Drücken zuverlässig arbeiten
Nur wenn die eingestellte Position dauerhaft erhalten bleibt, können die gewünschten Ergebnisse reproduzierbar erreicht werden.
Praxisbeispiel: Kleine Änderung, große Wirkung
Bei einer Fräsanwendung zur Bearbeitung von rostfreiem Stahl traten regelmäßig Probleme mit Werkzeugverschleiß auf.
Die Analyse ergab:
- ausreichender Kühlmitteldruck
- ausreichend Kühlmittelmenge
- falsch ausgerichtete Düse
Der Kühlmittelstrahl traf den Werkzeugkörper statt der Schneidzone.
Nach einer gezielten Korrektur der Düsenposition konnten folgende Verbesserungen
erzielt werden:
- geringere Temperaturbelastung
- bessere Spanabfuhr
- stabilere Prozesse
- längere Werkzeugstandzeiten
Dieses Beispiel zeigt, wie groß der Einfluss der Strahlführung sein kann.

So überprüfen Sie Ihre Kühlmittelstrahlführung
Eine erste Analyse lässt sich oft ohne großen Aufwand durchführen.
Beobachten Sie den Fräsprozess und beantworten Sie folgende Fragen:
✓ Trifft der Kühlmittelstrahl die aktive Schneidkante?
✓ Werden die Späne gezielt aus der Bearbeitungszone transportiert?
✓ Bleibt die Düsenposition dauerhaft stabil?
✓ Ist die Düse möglichst nahe an der Bearbeitungszone positioniert?
✓ Werden alle Schneiden ausreichend versorgt?
✓ Verändert sich die Position nach Werkzeugwechseln?
Je mehr Fragen mit „Ja“ beantwortet werden können, desto besser ist die Ausgangssituation.
Häufig gestellte Fragen
Reicht eine hohe Kühlmittelmenge aus?
Nein. Entscheidend ist nicht nur die Menge, sondern vor allem die gezielte Führung des Kühlmittelstrahls.
Wo sollte der Kühlmittelstrahl auftreffen?
Idealerweise direkt auf die aktive Schneidkante beziehungsweise die Spanbildungszone.
Warum verstellt sich die Düse immer wieder?
Häufige Ursachen sind Vibrationen, unzureichende Befestigungen oder ungeeignete Kühlmittelsysteme.
Ist die Ausrichtung bei Hochdruckkühlung wichtiger?
Ja. Mit steigendem Druck steigt auch die Bedeutung einer präzisen Strahlführung.
Kostenlose Analyse Ihrer Kühlmittelstrahlführung
Sie sind unsicher, ob Ihr Kühlmittelstrahl optimal ausgerichtet ist?
Senden Sie uns Fotos oder ein kurzes Video Ihrer Anwendung.
Unsere Spezialisten analysieren:
- Düsenposition
- Strahlführung
- Spanabfuhr
- Kühlmittelversorgung
- Optimierungspotenziale
Sie erhalten eine erste technische Einschätzung sowie konkrete Empfehlungen zur Verbesserung Ihrer Fräsprozesse.
fazit
Die Ausrichtung des Kühlmittelstrahls hat erheblichen Einfluss auf Werkzeugstandzeit, Spanabfuhr, Oberflächenqualität und Prozesssicherheit.
Bereits kleine Änderungen der Düsenposition können die Wirkung des Kühlschmierstoffs deutlich verbessern. Unternehmen, die ihre Kühlmittelstrahlführung regelmäßig überprüfen und optimieren, schaffen die Grundlage für stabile, wirtschaftliche und reproduzierbare Fräsprozesse.
Ein präzise ausgerichteter Kühlmittelstrahl ist häufig der einfachste Weg, um das volle Potenzial von Werkzeugen, Kühlschmierstoffen und Maschinen auszuschöpfen.
Kontakt
Hirt-Line® Europe
by B.Mantel Systems
Tel.: +41 71 534 39 59
Fax: +41 71 534 39 53
Mobile: +49 170 80 73 239
[email protected]
NEWS
Messe Termine

Versand
Internationaler Versand,
schnell und einfach!
Vorschungsbericht
